项目2:转炉炼钢生产虚拟仿真实践教学系统
1. 实验目的
利用认知实习模块精心研发的工作原理动画、3D动画、设备拆装图、现场视频和照片等各类多媒体素材,详细描述转炉炼钢生产流程,生动再现转炉炼钢生产的全过程、主要设备的构造、参数及工作原理(动画)等内容,让学生便捷了解和掌握转炉炼钢生产流程、工艺和设备,补充学生在课本和现场认识学习的不足。
利用仿真操作模块真实模拟生产现场的操作,设定操作目标,选择操作参数,让学生全面掌握转炉炼钢操作及工艺设置,学生设定的每个参数、每步操作都会影响生产结果和经济效益,充分锻炼学生工程实践能力。
利用考核评价模块,从理论考核和操作考核两方面,对学生的理论认知水平和实践操作水平进行科学、公正的考评,有效验证学生的综合能力水平。
利用创新实践模块,通过吹炼控制模型、造渣工艺路线模型、喷溅预报模型与氧枪控制模型功能,结合企业生产遇到的实际问题,让学生动手验证自己的创新性想法,培养学生自主创新能力。
利用设计教学模块,让学生快速熟悉炼钢厂车间设计与主要生产设备设计,让学生能迅速掌握设计报告编写方法,提升学生设计能力、实践能力,培养系统性思维能力。
平台基于逻辑严密的操控模型,依托科学严谨的冶金数学模型,参考严格遴选的企业过程控制专家数据库,构造响应灵敏、数据可靠、推演可信的仿真生产操作系统;具备完善的报表体系,实时记录正常操作过程以及关键误操作;事件按重要程度分等级管理,所有数据支持实时浏览及历史查询;工艺参数设定支持一键加载默认参数功能,为学生提供快速简捷的训练通道,也支持简化工艺调控,注重操作技能训练。
2. 实验原理
逻辑严密的操控模型。转炉冶炼生产过程设计供氧系统、底吹系统、倾动系统、副枪系统、挡渣系统、装料系统、装料系统和合金系统等复杂的设备及其控制系统,各个系统由操作进度、安全性形成全面的操作过程与连锁关系,实验时必须掌握各个系统运行的操作过程及背后的逻辑。
科学严谨的冶金数学模型。吹炼过程设计复杂的物理及化学反应过程,学生需要掌握炼钢过程的物料平衡与热平衡计算;掌握炼钢脱磷的热力学及动力过程,了解炼钢既是炼渣的机理;掌握碳氧平衡及钢液氧活度计算,并能根据终点控制合理进行合金化。
了解炼钢过程烟气的主要成分,烟气净化原理与设备控制方法,了解汽化冷却系统的主要作用和设备操作方法。
3. 软件操作界面

图1转炉炼钢仿真操作之转炉总貌

图2转炉炼钢仿真操作之倾动控制
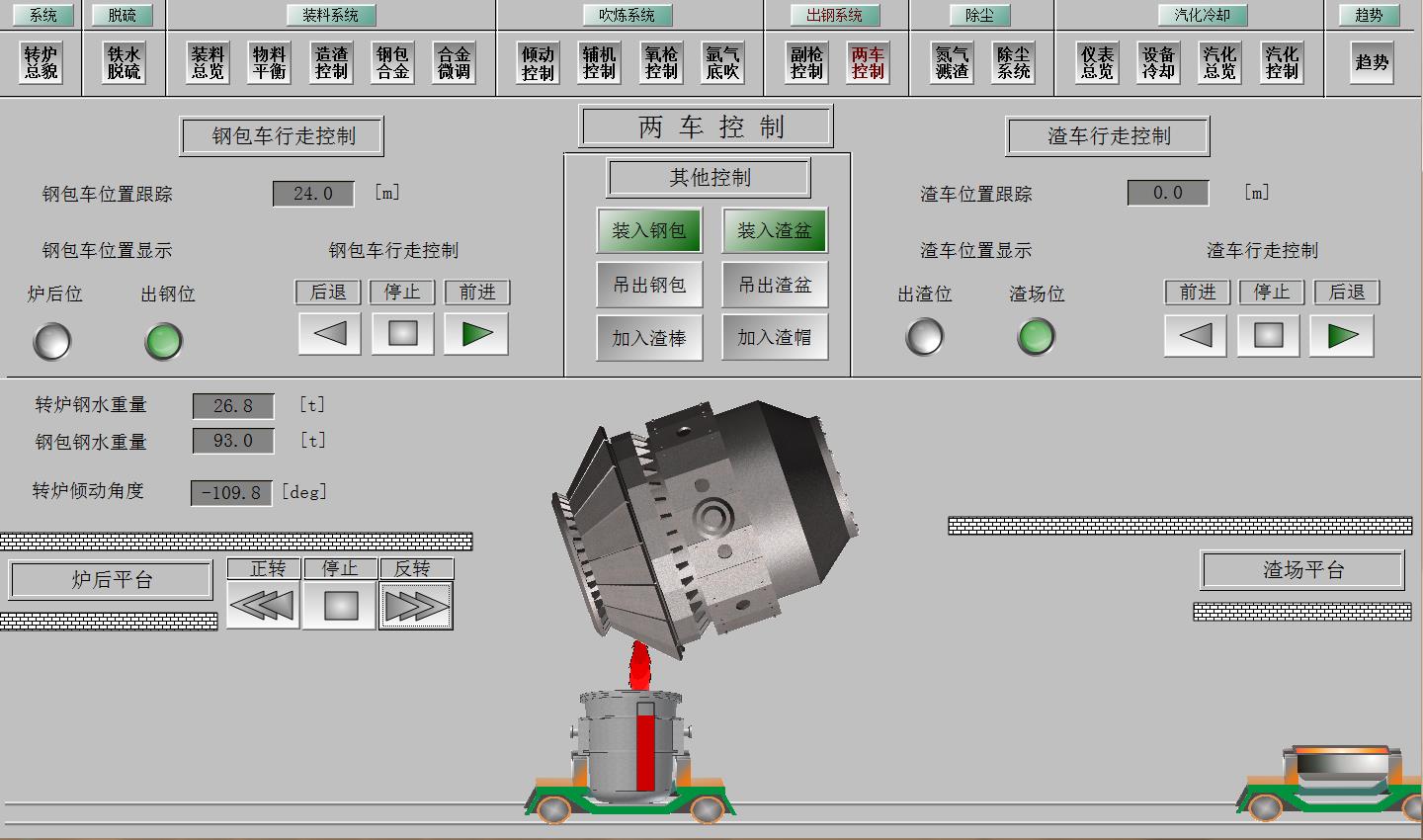
图3转炉炼钢仿真操作之两车控制
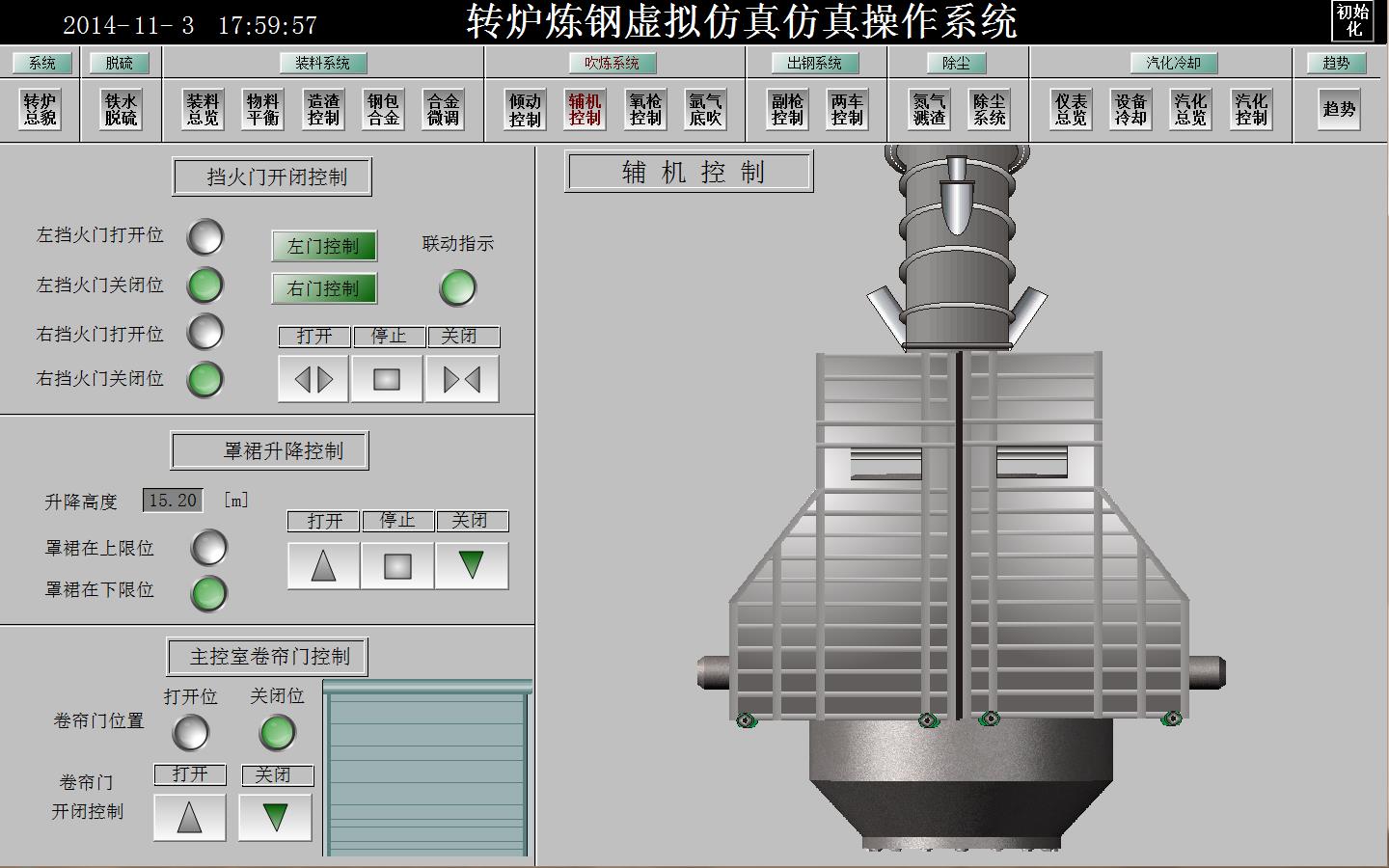
图4转炉炼钢仿真操作之辅机控制
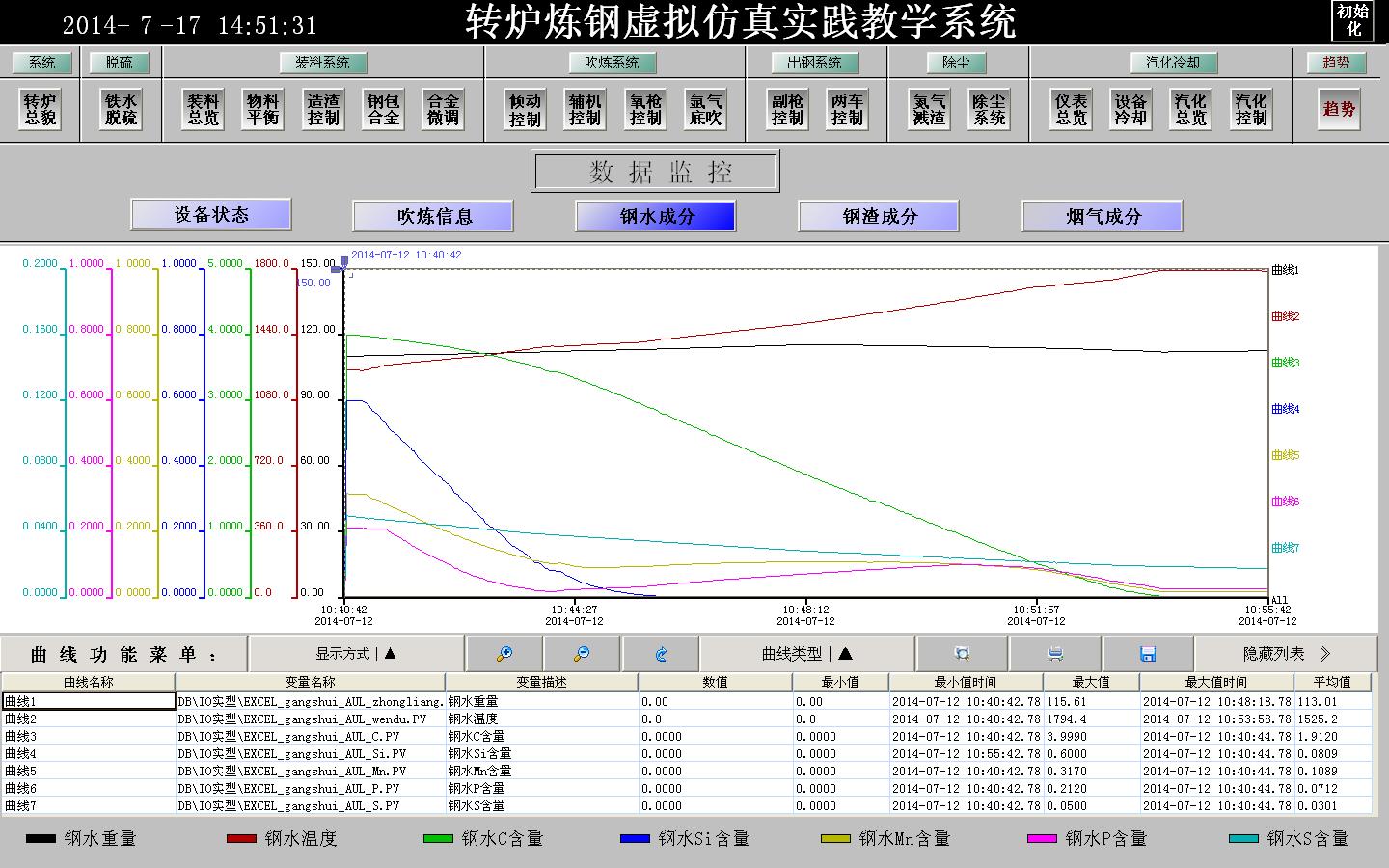
图5转炉炼钢仿真操作之历史趋势
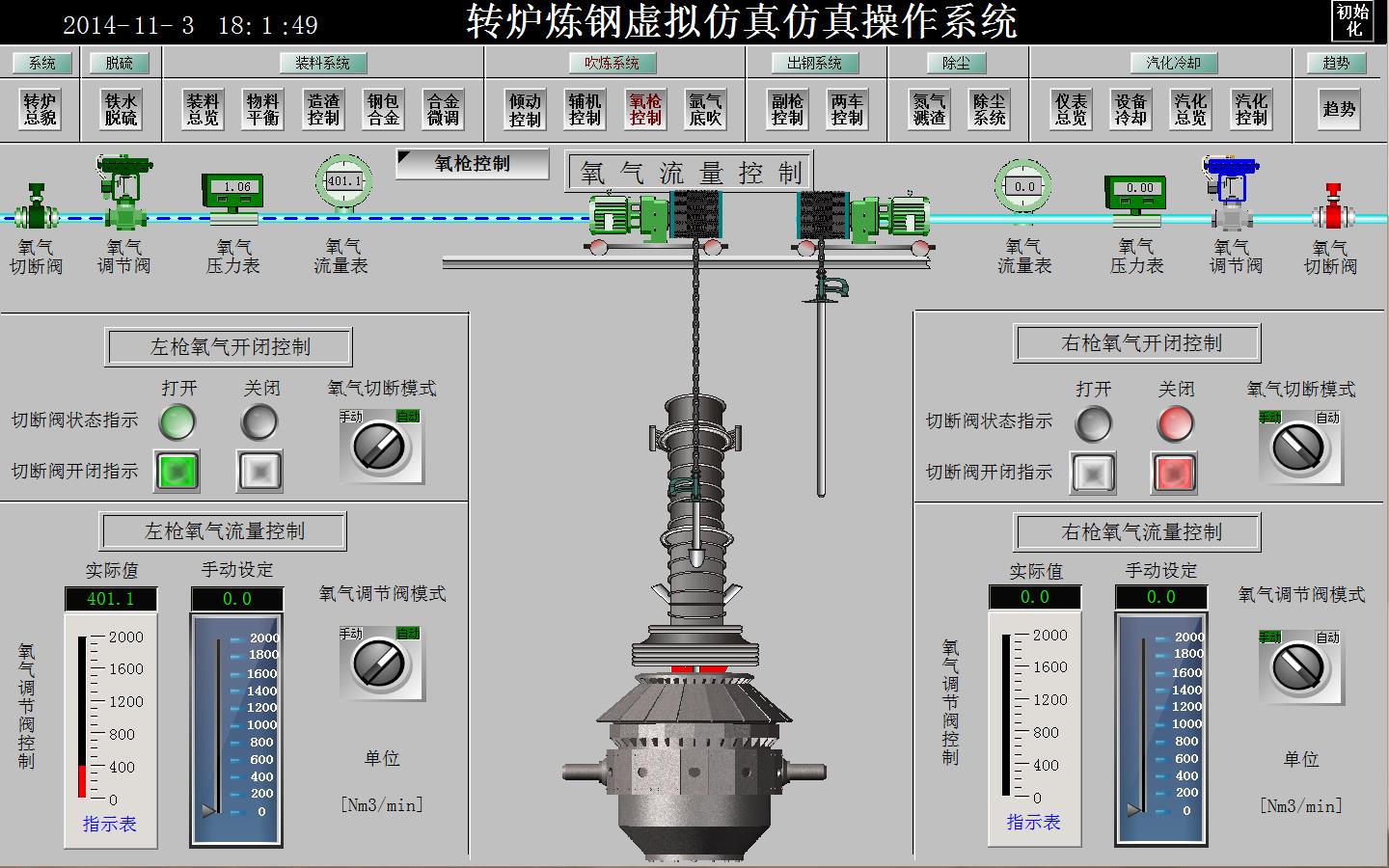
图6转炉炼钢仿真操作之氧枪控制
4 实验步骤
生产准备;加废钢和铁水;开始吹炼(吹炼参数设定及连锁检查-炼操作-枪位调节和流量调节-造渣与加料-副枪测量);出钢(地车操作-出钢-合金化-溅渣-氧枪换枪操作-氮气溅渣);出渣(渣车操作及倒渣)。
4.1 生产准备
(1)开启氧枪设备冷却水;
(2)开启转炉炉体冷却水;
(3)开启转炉汽化冷却系统;
(4)开启除尘系统;
(5)打开转炉底吹控制系统;
(6)打开挡火门;
(7)选择生产所需要的氧枪,并将其移动到工作位;
(8)倾动系统送电,并选择生产模式;
(9)选择生产计划;
(10)罩裙上升至上限位。
4.2 制定生产工艺
(1)选择底吹参数;
(2)选择吹炼模式,设定枪位与流量;
(3)选择造渣料的种类,加入量与加入时机;
(4)选择废钢种类与加入量;
(5)选择铁水种类与加入量。
4.3加废钢和铁水
(1)装废钢
倾动控制权限转交到加料侧,使用加料侧控制面板,倾动转炉到45°;
点击废钢槽吊入,等待废钢槽到达转炉炉口,点击装入废钢,废钢完全装入后点击废钢槽吊出。
(2)兑铁水
倾动角度转到约55°,依次点击装入铁水,铁水包吊入,装入铁水和铁水包吊出,完成对铁过程;
转炉回正到0°。
4.4开始吹炼
(1)等待转炉转回0°;
(2)降下罩裙,关闭挡火门,关闭防爆门;
(3)启动氧枪升降系统;
(4)设置氧枪控制为自动,氧枪自动下枪到待吹位;
(5)设置氧枪切断阀和流量控制阀为自动;
(6)检查其他各项准备条件,均满足后点击吹氧冶炼;
(7)氧枪自动下枪,开始点火吹炼,钢液成分与温度开始变化。
4.5加料造渣
(1)系统根据自动设置提示加入造渣料,到造渣控制界面,点击称重;
(2)各个称重料斗完成称重后点击装料;
(3)将重量设定切换成手动,可人工输入称重值,随后即可点击称重、装料完成其他批次的装料过程,直至钢液成分达标。
4.6 终点控制
(1)观察钢液成分变化,或根据冶炼进度,在冶炼末期,使用副枪进行测温、定氧、取样;
(2)在手动模式下,依次点击探头类型,副枪推出、下降,等待现实测量结果,随后再点击上升,收回,可以完成依次副枪检测。
(3)在自动模式下,点击自动检测,副枪即可完成一轮动作并检测出钢液温度和成分。
(4)根据副枪检测结果,判断继续吹氧量;
(5)在“吹氧冶炼”及“投料造渣”过程中,可随时通过“数据监控”界面观察“钢水成分”、“钢渣成分”、“烟气成分”、“设备状态”、“吹炼信息”以及操作记录。
(6)检测到钢种成分及温度均符合目标钢种要求时,切换到“氧枪控制”界面,在界面右下侧“氧枪升降系统操作”区域内,点击“选择手动按钮”将氧枪操作切换到手动方式,点击“提枪”按钮,手动将氧枪提升至“换枪位”。关闭吹氧,准备出钢。
4.7 出钢
(1)“钢包已装载”按钮或“两车控制”界面切换按钮,进入“两车控制”界面。
(2)在界面中间位置,点击“装入钢包”进行钢包装载。
(3)钢包装入后,在界面的右侧“钢包车行走控制”区域,点击“前进”。钢包车到达“出钢位”后,自动停止。
(4)点击“裙罩上限位”或“挡火门打开位”按钮或“辅机控制”界面切换按钮,进入“辅机控制”界面。在界面的“挡火门开闭控制”区域,同时选择“左门控制”及“右门控制”选择完成后,点击“打开”,此时挡火门打开直至打开到位。在界面的“罩裙升降控制”区域,点击“打开”,则罩裙上升直到上升到位。
(5)至此,出钢条件已全部满足,操作条件区域的“出钢条件”按钮常绿。点击“出钢”按钮,进行出钢操作。
(6)选择“出钢”工序后,“钢包合金”按钮闪烁,提示设定钢包合金。点击“钢包合金”按钮或“钢包合金”界面切换按钮进入“钢包合金”界面。此时,根据测定的元素含量及目标钢种的合金要求,计算合金加入量,输入到对应合金料下的“重量设定”框中。点击称量,将合金料准备到“称量中间料斗”中,在出钢过程中使用。
(7)合金料准备好后,将操作界面切换到“倾动控制”。在界面的左下侧“倾动系统操作”区域点击“出钢侧”按钮,在界面的右上侧“倾动控制(加料侧)”区域选择他处,在“倾动控制(出钢侧)”区域选择本地,这样倾动操作权限就转换到出钢侧操作台。此时,“倾动控制(出钢侧)”操作地点“本地”操作显示为绿色。
(8)将界面切换到“两车控制”。在界面左下侧出现倾动控制按钮,此时可以进行出钢操作。点击反转倾动转炉至钢水流出。
(9)出钢期间,当转炉钢水剩余至50t~30t时,点击界面中部“加入渣棒”按钮,加入挡渣棒,加入渣棒时间较长,可适当停止转炉倾动。
(10)钢水全部出完后,回倾转炉至-40°~ -20°倾角时,点击点击界面中部“加入渣帽”按钮,加入挡渣帽,加入渣帽时间较长,可适当停止转炉倾动。
(11)出钢过程中,可加入钢包合金料。将操作界面切换至“钢包合金”,此前已将加入合金重量设定完毕,只要点击“装料”按钮即可。
(12)点击“正转”,继续回倾转炉至零位。点击“钢包车行走控制”区域内的后退,将钢包车行走至“炉后位”,点击“吊出钢包”按钮,吊出钢包。至此转炉出钢结束。
4.8溅渣
(1)点击“罩裙在下限位”按钮或“辅机控制”界面切换按钮进入“辅机控制”界面。操作“罩裙升降控制”区域将罩裙下降至下限位。
(2)罩裙到位后,切换界面至“氧枪控制”。在界面的右下侧“氧枪升降系统操作”区域,点击“选择手动”按钮,将氧枪操作模式改为手动。点击“降枪”按钮,调整氧枪至“待吹位”。
(3)点击“溅渣护炉条件”下的“氮气控制准备好”按钮或“氮气溅渣”界面切换按钮将界面切换至“氮气溅渣”。将界面左侧“左枪氮气开闭控制”及“左枪氮气流量控制”区域内的模式切换全部选择“自动”。
(4)“溅渣护炉条件”按钮转为绿色。点击“溅渣护炉”按钮,进入“溅渣护炉”工序。
(5)将操作界面切换至“氧枪控制”。手动点击“降枪”按钮,将氧枪降至吹炼位进行溅渣。溅渣时间2-5min。
(6)溅渣结束后,点击“提枪”按钮将氧枪提升至“换枪位”。
4.9出渣
(1)点击“渣盆已装载”按钮或“两车控制”界面切换按钮将界面切换至“两车控制”。在界面中间位置,点击“装入渣盆”进行渣盆装载。
(2)渣盆装入后,在界面的右侧“渣车行走控制”区域,点击“前进”。渣车到达“出渣位”后,自动停止。
(3)将界面切换至“辅机控制”,在界面左侧的“罩裙升降控制”区域,点击“打开”按钮,将罩裙提升至上限位。
(4)“出渣条件”按钮转为绿色。点击“出渣”按钮,进入“出渣”工序。
(5)将操作界面切换到“倾动控制”界面,在界面的左下侧“倾动系统操作”区域点击“出渣侧”按钮,在界面的右侧“倾动控制(出钢侧)”区域选择他处,在“倾动控制(出渣侧)”区域选择本地,这样倾动操作权限就转换到出渣侧操作台。此时,“倾动控制(出渣侧)”操作地点“本地”操作显示为绿色。
(6)将操作界面切换到“两车控制”。在界面右下侧出现倾动控制按钮,此时可以进行出渣操作。点击“正转”按钮倾动转炉至钢渣流出。
(7)待到钢渣全部流出,界面右侧转炉钢渣重量为零时,点击“反转”按钮,回倾转炉至零位。点击“渣车行走控制”区域内的“后退”按钮,将渣车行走至“渣场位”。
4.10 冶炼结果查看
(1)出渣结束后,转炉倾动回到零位,本炉次操作结束。
(2)返回到“转炉总貌”界面,在左侧“工序操作”区域,点击“冶炼结束”按钮,本次转炉炼钢过程彻底结束。点击工序查看,即可看到本炉次冶炼的所有工艺参数与成本。